Linyue Jia
The Mg–12Gd–1Er–1Zn–0.9Zr (wt%) alloy with ultra-high strength and ductility was developed via hot extrusion combined with pre-deformation and two-stage aging treatment. The age-hardening behavior and microstructure evolution were inves- tigated. Pre-deformation introduced a large number of dislocations, resulting in strain hardening and higher precipitation strengthening in the subsequent two-stage aging. As a result, the alloy showed a superior strength–ductility balance with a yield strength of 506 MPa, an ultimate tensile strength of 549 MPa and an elongation of 8.2% at room temperature. The finer and denser β′ precipitates significantly enhanced the strength, and the bimodal structure, small β-Mg5RE phase as well as dense γ′ precipitates ensured the good ductility of the alloy. It is suggested that the combination of pre-deformation and two-stage aging treatment is an effective method to further improve the mechanical properties of wrought Mg alloys.
Due to the great potential for weight reduction in aerospace and automotive industries, Mg-RE(- Zn) (RE: rare earth) alloys with outstanding mechanical performance have been widely investigated for decades. Heavy RE elements such as Gd and Y are frequently selected as the main alloying elements, because they usually have high solid solubility in Mg matrix at elevated temperatures. In particular, Gd addition significantly enhances the age-hardening response due to the sharp decline in equilibrium solid solubility of Gd in Mg with decrease in temperature (from 23.5 wt% at 548 °C to only 3.8 wt% at 200 °C) [1,2,3]. The main strengthening phase formed in Mg-Gd based alloys during aging treatment is prismatic β′ precipitates with a base centered orthorhombic (bco) structure. A series of high-strength Mg-Gd(- Zn) based alloys have been successfully fabricated by deformation processing such as extrusion [3, 4] and rolling [5, 6]. For example, the Mg-8Gd-1Er-0.5Zr (wt%) alloy [5] and Mg-11.7Gd-4.5Y-1Nd-1.5Zn-0.5Zr (wt%) alloy [6] developed through extrusion, rolling and aging both have over 500 MPa yield strength. However, magnesium alloys are still restricted in engineering applications because of their lower yield strength (YS) and ductility, and hence, there are large spaces and challenges in achieving Mg alloys with ultra-high strength and ductility [7]. Besides alloy design, an effective processing method is also important to realize synchronous improvement in strength and ductility.
For precipitation hardened alloys, the size and distribution of precipitates are crucial for strengthening [7, 8]. The control of precipitation can be obtained by increasing nucleation rate and optimizing aging treatment. Introducing lattice defects has been noted to facilitate heterogeneous nucleation and enhance age-hardening response [9, 10]. A high-strength Mg-14Gd-0.5Zr (wt%) alloy was prepared by extrusion, cold rolling and aging, showing a YS of 445 MPa, an ultimate tensile strength (UTS) of 482 MPa and an elongation (EL) of 2.0% [10]. For the peak-aged alloys, pre-deformation such as cold rolling or tensile/compress deformation improves precipitation strengthening but causes severe loss of ductility at the same time. It is also reported that a rapid annealing out of dislocations at the beginning of aging would greatly reduce the strengthening effect of pre-deformation, and little further improvement in strength is expected for tensile deformation with larger strain.
The Mg-12Gd-1Er-1Zn-0.9Zr (wt%) alloy was prepared from pure Mg, pure Zn, Mg-30Gd (wt%), Mg-30Er (wt%) and Mg-12Zr (wt%) master alloys via conventional casting. The ingot was melted in an electric resistance furnace under the protection of mixed SF6 (5 vol%) + N2 (95 vol%) gas. The melt was poured into a steel mold and then cooled down in water. The actual chemical composition of the cast alloy was measured by X-ray fluorescence analyzer (XRF, Magic PW2403), which was Mg-12.39Gd-1.05Er-1.13Zn-0.88Zr (wt%). Solution treatment was performed at 520 °C for 12 h and then immediately quenched into warm water. Indirect extrusion was conducted at ~ 405 °C under an extrusion ratio of 10, followed by quenching in water at room temperature. Some extruded rods were then subjected to pre-deformation with a plastic strain of ~ 4% using a universal testing machine. Tensile deformation was conducted parallel to the extrusion direction (ED) at room temperature with a strain rate of 1 × 10-4 s-1. The extruded rods without/with pre-deformation were denoted as E and EPD samples, respectively. Subsequently, two-stage aging (TSA) was carried out by pre-aging at 100 °C for 1 h (stage I), followed by aging at 200 °C (stage II). The peak-aged samples were denoted as E + TSA and EPD + TSA.
Microstructures were observed using electron backscatter diffraction (EBSD) and transmission electron microscope (TEM, JEOL JEM-2100FX). EBSD was conducted on a scanning electron microscope (SEM, FEI QUANTA FEG 650) equipped with an HKL-EBSD system. The macro-texture of samples was measured by X-ray diffraction (XRD, BRUKER D8 DISCOVER). The hardness was measured under a load of 100 g and holding time of 10 s by Vickers hardness testing. Dog-bone shaped specimens (gauge dimensions: Ф 5 mm × 25 mm) were machined for tensile testing on a DNS-20 universal test machine with a strain rate of 5 × 10-4 s-1 at room temperature. The tensile direction was parallel to the ED.
PDFShare this article
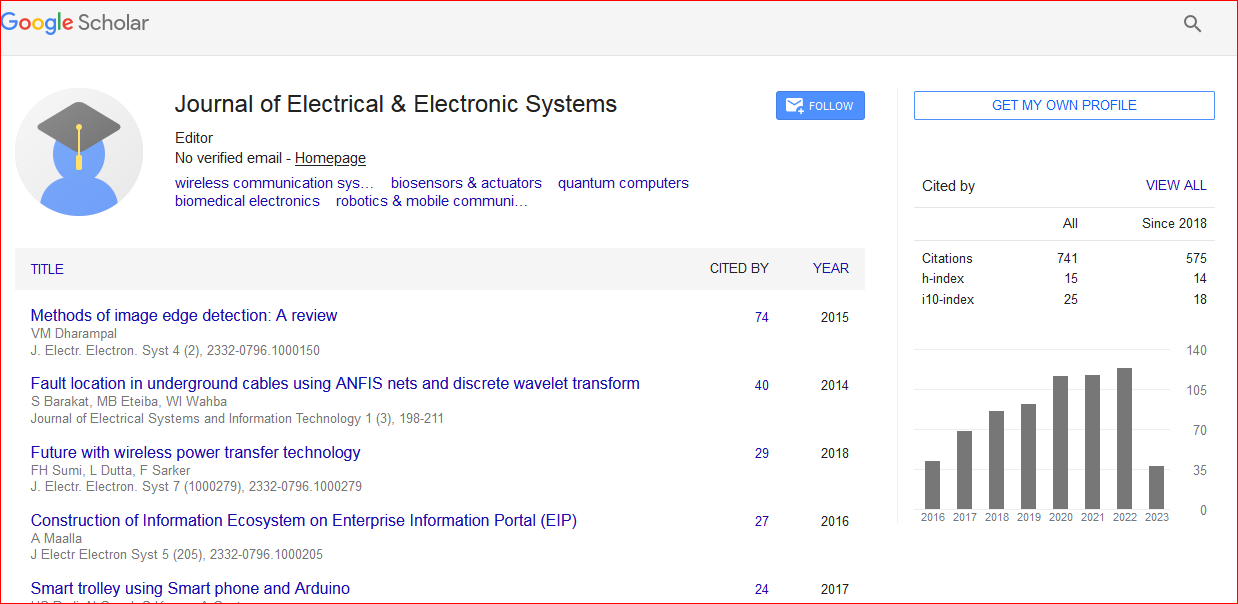
Journal of Electrical & Electronic Systems received 733 citations as per Google Scholar report