Research Article - (2021) Volume 8, Issue 9
Received: 30-Jul-2021
Published:
15-Sep-2021
, DOI: 10.37421/2380-2391.2021.8.330
Citation: Nabeela Firdous, Irfan Ahmed Shaikh, Sana Islam, and Fariha Arooj. “Multiple Reuse of Electrocoagulation Treated Reactive Dyeing Wash-Off: Colorimetric Properties and Water Saving”. J Environ Anal Chem 8 (2021): 330.
Copyright: © 2021 Nabeela F, et al. This is an open-access article distributed under the terms of the creative commons attribution license which permits unrestricted use, distribution and reproduction in any medium, provided the original author and source are credited.
Dyeing wash-off operations in textile industries quite water intensive resulting into the generation of highly polluted wastewater. This study evaluated the treatment efficiency of electrocoagulation process to decolorize the synthetic effluent of CI Reactive Yellow 145 and then, the treated effluent was reused for 08 subsequent wash-off cycles of textile dyeing. The process parameters (Electrolysis time, applied current density and pH) were optimized and the maximum colour removal efficiency (98%) was achieved at pH 7, 10 minutes treatment time and current density of 90 A/m2. The fabric quality was assessed in terms of Colour difference and wash fastness properties. The Colour difference values of all dyed fabric samples up to 8 reuse cycles were ranged 0.38 to 0.85 which is industrially acceptable quality limit (ΔEcmc < 1). The wash fastness and Colour strength properties were also comparable to that of conventionally washed off fabric samples. However, an increase in pH, COD, TDS and turbidity was observed after every reuse but it did not deteriorate the quality of dyeing. This approach of reuse of electrocoagulation treated dye wash-off liquor up to 8 cycles provides a sustainable solution for textile industry.
Dyeing • Electrocoagulation • Fastness • Reuse • Wash-off • Colour difference
The dye wash-off operation in the textile industries is water intensive and generates large volumes of highly polluted wastewater which needs to be treated before discharging into water bodies [1-3]. It is estimated that annually 2.8 × 105 tons of dyes are discharged into the environment with 6.9 × 103 auxiliaries and salts [4,5]. The high consumption of reactive dyes worldwide in the cotton industry is attributable to their wet fastness properties and brilliant Color [6]. The reactive group in the dye serves to fix it with the substrate through nucleophilic substitution or addition [7]. About 10-40% of the hydrolyzed dye portion is unfixed and gets discharged with the waste liquid [8]. A rigorous and lengthy wash-off process required 200 to 500 L of water for 1 kg of cotton fabric for the removal of unfixed dyes and auxiliary chemicals to achieve optimum qualities of Color, shade, depth and fastness [9]. The direct discharge of this dye wash-off water poses adverse effects on the environment as well as aquatic ecosystem [10].
Therefore, research is underway to find cheap and efficient methods for the treatment of textile effluents. Different methods such as physio-chemical precipitation, adsorption, coagulation, flocculation and biological degradation have been extensively studied for the removal of dyes and chemicals from textile effluents [11,12]. However, the major disadvantage of these methods is the generation of massive quantities of toxic sludge whose disposal is a problem and requires an additional treatment step before final disposal; otherwise it will cause severe soil and water pollution [13,14]. Advanced oxidation processes like ozone (O3), Fenton and photo-catalysis are also used for the removal of unfixed dyes from fabric but they are expensive having operational issues [15,16].
Among various alternatives, Electrocoagulation (EC) process is an attractive, environmentally friendly and cost-effective method as it is simple to operate and does not require additional chemicals [17,18]. It is an indirect electrochemical method comprising of in-situ generation of coagulating agents (Fe2+ or Al3+) by the dissolution of sacrificial electrode (anode) material (e.g., Fe or Al). The anode undergoes in oxidation state by applying the current while the cathode is subjected to the reduction process. Iron (Fe 2+ or Fe 3+) and hydroxyl (OH)- ions destabilize dye particles in aqueous solution by the formation of various monomeric species which finally transform into iron hydroxides [19]. These insoluble metal hydroxides Fe (OH)n can remove dye molecule from effluent by surface complexation or electrostatics attraction followed by sedimentation or floatation removal [20,21].
Electrocoagulation process has been applied successfully for the treatment of textile wastewater alone and also, in combination with other methods like adsorption, chemical coagulation and proved to very efficient for decolourisation [22-25]. However, its application for the reusability of residual dyebath in the wash-off process is limited and only a few reports are available. Therefore, this study is designed to evaluate the number of reuse cycles of residual washoff baths from reactive cotton dyeing treated with electrocoagulation process. First, the process conditions (pH, electrolysis time and applied current density) were optimized to achieve the maximum color removal efficiency. Then, the dye wash-off liquor treated with electrocoagulation method was reused in the same process for nine subsequent cycles. The fabric quality was assessed in terms of color difference values (ΔL*, Δc*, Δb*, Δa*, ΔEcmc), wash fastness, colour strength (K/S) properties and compared with those of conventionally treated fabric samples. The wash-off liquor was also characterized in terms of pH, conductivity and COD.
Experimental set up
The experimental set up was comprised of a glass cylindrical reactor of 0.6 L volume equipped with Electrocoagulation (EC) assembly consisting of pair of iron electrodes, each 20.0 cm in length and 1.0 cm in diameter, dipped. The distance between electrodes was fixed at 2 cm and total effective electrode area is 55 cm2. The electrodes were connected to a direct current (DC) power supply with adjustable voltage in the range 0-30 V and the maximum current output of 10A. The effluent was agitated at stirring speed of 200 rpm which was used as optimum value in the previous literature [26]. Figure 1a is shown the experimental set up of electrocoagulation used in this study. The mechanism of electrocoagulation process is summarized in Figure 1b [27]. All the experimental work was carried out at room temperature (25 + 20C). Before starting each run, the electrodes were cleaned with acetone and then with distilled water to get rid of any solid deposits. The supernatant was filtered and analyzed after electrocoagulation process and then reused in next wash-off step.

Figure 1. (a) Systematic diagram of the electrocoagulation set up (b) Mechanism of electrocoagulation process.
Procedure
A 10 g piece of 180 gm-2 knitted cotton fabric was dyed with C.I Reactive Yellow 145 (5% o.w.f) in a laboratory-scaled dyeing machine (AHIBA Nuance) at a liquor ratio of 10:1 (L: R) under standard conditions. The molecular structure and properties of dye are given in Table 1. The unfixed hydrolyzed dye remnants in the fabric were removed by a five-stage typical wash-off process as shown in Figure 2. Wastewater from all wash-off stages was collected and treated by electrocoagulation process for discoloration and subsequent reuse cycle. The electrocoagulation treatment and dyeing wash-off procedure was repeated until nine dyeing wash-offs or reuse cycles. The dyeing process conditions and chemicals used in this study presented in Table 2.
| Properties | Reactive Yellow 145 |
| Chromophore Group/Chemical Class | Single Azo |
| Reactive Group | Vinyle Sulphone (vs.) and Monochlorotriazin (MCT) |
| Molecular Weight (gmol-1) |
1026.25 |
| λ max (nm) | 419 |
| Chemical Structure | 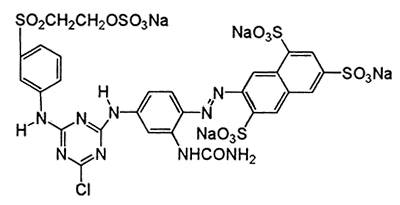 |
| Parameters | Values |
|---|---|
| Weight of Knitted Cotton Fabric (g) | 10 |
| Liquor Ratio (L:R) | 1: 10 |
| Dye Shade % (o.m.f) | 5 |
| Dyeing Temperature (°C) | 60 |
| Dyeing Time (min) | 60 |
| NaCl (g/L) | 80 |
| Na2CO3 (g/L) | 20 |

Figure 2. Standard isothermal process for dyeing and wash-off procedure.
Color removal measurement
The absorbance of untreated and electrocoagulation treated wastewater was determined by using a UV-V is spectrophotometer (MN-Micron 970). The Color removal efficiency was obtained by using following equation:
 (1)
(1)
Where Aun was the absorbance of untreated wash-off liquor sample and Atr was the absorbance of the electrocoagulation treated sample, respectively.
Color measurement of dyed fabric
The dyed fabric samples were analyzed using spectrophotometer (Data Color SF 600 PLUS-CT, USA) integrated with an IBM personal computer. The chromatic coordinates values (lightness L*, Chroma C* and hue h) and Color strength (K/S) were calculated and total Color differences were determined using CMC equation.
 (2)
(2)
Color fastness measurement
Colour fastness properties (rubbing and staining) of all dyed fabric samples were measured by using ISO 105-C06 wash test. The degree of staining on the adjacent fabrics was measured after drying. A rating scale of 1-5 was used for Colour fastness (1 poor to 5 being excellent).
Effluent characteristics
The effluent before and after the electrocoagulation treatment was characterized in terms of pH, conductivity and COD using standard methods for the analysis of water and wastewater by APHA. Iron concentration is determined by atomic adsorption (Perkin Elmer 800 Analyst).
Water savings estimation
Savings in water use during various washing off reuses were calculated by using the following formula as described by Ali Moussa, et al. [28].
 (3)
(3)
V0 = is the volume of the original wash-off bath (ml)
Vres = is the volume of the residual wash-off bath (ml)
n = is the number of bath reuses
Optimization of electrocoagulation process
Effect of treatment time: The efficiency of electrocoagulation process is a function of treatment time as it involves in the generation of metal ions (Fe2+) and hydroxyl ions (OH-) during electrolysis [29,30]. The effect of treatment time on the removal of Color, turbidity, TSS and COD is shown in Figure 3. It can be seen that as the electrocoagulation time increased from 2 to 14 minutes, the removal of Color increased from 59 to 98.5%, COD from 48.2% to 62%, TSS from 26 to 69.5% and turbidity from 50.2 to 92.6%. The maximum Color removal efficiency (98.5%) was achieved at 10 minutes reaction time which is due to the formation of amorphous ferric hydroxide [Fe(OH)3(s)] by the oxidation of iron anode which is very effective for the removal of colloidal impurities and chromophore group of dyes due to larger surface area [31,32]. However, further increase in treatment time did not show any improvement because of smaller degree of reduction of ions at cathode and formation of nascent electro-coagulant flocs in electrolysis solution [33]. Similar trend was observed for COD, TSS and turbidity. Therefore, 10 minutes treatment time was found to be optimal electrolysis time to achieve maximum Color removal efficiency along with other impurities. It was also observed that the pH of wash-off liquor slightly increased and the iron concentration decreased with the increase in treatment time (Figure 4) which is due to the formation of hydroxyl radicals (OH-) at higher treatment time [34,35].

Figure 3. Effect of treatment time on contaminants removal efficiency by electrocoagulation process.

Figure 4. Effect of treatment time on pH and iron concentration of wash-off liquor.
Effect of applied current density: Current density is a key parameter in electrocoagulation process as it determines the coagulant dosage rate, bubble production rate, size and growth of the flocs during reaction [36]. Figure 5 shows the effect of current density on the removal of Color, turbidity, COD and TSS. The current densities were varied between 30 to 150 A/m2 for iron electrode while other parameters were kept constant (electrolysis time=10 minutes, p=7, temperature 20 0C). Results show that an increase in current density increased the removal efficiency of Color and other impurities which is due to the increase in the oxidized iron production from sacrificial electrodes [37]. As the current density increased from 20 to 90 A/m2, the removal efficiency of Color increased from (55% to 99.1%), TSS (43% to 78.9%), COD (57% to 77%) and turbidity (52% to 92%). However, further increase in current density did not show significant improvement in contaminants removal efficiency. Hence, 90 A/m2 appeared to be optimal current density to achieve maximum removal efficiencies.

Figure 5. Effect of applied current density on the removal efficiency of color, turbidity, COD and TSS.
Effect of multiple reuses of treated wash-off liquor on the fabric quality and effluent characteristics: The Colorimetric parameters of dyed fabrics samples up to nine reuse cycles in comparison with reference are presented in Table 3. Results revealed that the ΔEcmc values were within the acceptable limit(ΔEcmc < 1.0) from first to eight reuse cycles i.e.,0.38, 0.44, 0.48, 0.60, 0.73, 0.77, 0.79, 0.83,respectively however, slightly increased (ΔEcmc = 1.36) in reuse cycle 09. The negative ΔL* and Δc* values depicted that the samples dyed with treated wastewater were slightly darker and duller as compared to the standard samples. The fastness properties of dyed fabric samples washed off in treated liquor up to eight cycles were similar to those of reference (Table 4) in terms of washing (4.5), wet rubbing (4) and dry rubbing (4.5). The Color strength (K/S) values of dyed fabric samples up to nine reuse cycles are given in Table 5. The results indicated that the dyed fabric samples washed off in reuse cycles 1 and 8 were slightly lighter than reference (washed off by standard method) while a little bit darker from cycles 2 to 6 but the difference is negligible. It is therefore, safely concluded that the dyed fabric sample can be washed off in treated liquor by electrocoagulation process up to 8 reuse cycles as it did not deteriorate the quality of dyeing.
| Colorimetric Values Of Fabric Sample Dyed With C.I. Reactive Yellow 145 For 09 Reuse Cycles | ||||||
|---|---|---|---|---|---|---|
| No. of Reuse Cycle |
ΔL* | Δa* | Δb* | ΔC* | ΔH* | ΔEcmc |
| 1 | 0.57 | 0.52 | 0.74 | 0.89 | -0.16 | 0.38 |
| 2 | -0.43 | 0.70 | 0.28 | 0.54 | -0.52 | 0.44 |
| 3 | -0.77 | 0.33 | -0.48 | -0.30 | -0.50 | 0.48 |
| 4 | -1.07 | -0.55 | -1.47 | -1.57 | -0.13 | 0.60 |
| 5 | -0.93 | 0.71 | -0.51 | -0.16 | -0.86 | 0.73 |
| 6 | -1.45 | 0.32 | -0.80 | -0.59 | -0.63 | 0.77 |
| 7 | -1.21 | 0.49 | -0.95 | -0.67 | -0.84 | 0.79 |
| 8 | 0.42 | -0.22 | 1.71 | 1.47 | 0.91 | 0.83 |
| 9 | -2.17 | 1.62 | -0.10 | 0.43 | -1.57 | 1.36 |
| Fabric Reactive Yellow 145 | Cellulose Acetate | Un-Mercerized Cotton | Nylon 6.6 | Polyester Terylene | Acrylic (Courtelle) | Wool Worsted | Crocking | |
|---|---|---|---|---|---|---|---|---|
| Dry | Wet | |||||||
| Standard | 4/5 | 5 | 4/5 | 4/5 | 4/5 | 4/5 | 4/5 | 4 |
| Reuse 1 | 4/5 | 4 | 4/5 | 4/5 | 4/5 | 4/5 | 4/5 | 4 |
| Reuse 2 | 4/5 | 4 | 4/5 | 4/5 | 4/5 | 4/5 | 4/5 | 4 |
| Reuse 3 | 4/5 | 4 | 4/5 | 4/5 | 4/5 | 4/5 | 4 | 4 |
| Reuse 4 | 4/5 | 4 | 4/5 | 4/5 | 4/5 | 4/5 | 4 | 4 |
| Reuse 5 | 4/5 | 4 | 4/5 | 4/5 | 4/5 | 4/5 | 4 | 4 |
| Reuse 6 | 4/5 | 4 | 4/5 | 4/5 | 4/5 | 4/5 | 4 | 3 |
| Reuse 7 | 4/5 | 4 | 4/5 | 4/5 | 4/5 | 4/5 | 4 | 3 |
| Reuse 8 | 4/5 | 4 | 4/5 | 4/5 | 4/5 | 4/5 | 4 | 3 |
| Reuse 9 | 4/5 | 4 | 4/5 | 4/5 | 4/5 | 4/5 | 4 | 3 |
| Parameter | Units | Pollution Load Of Washing Effluent And Number Of Times Treated Wash-Off Was Reuse | ||||
|---|---|---|---|---|---|---|
| Raw effluent | 1st | 3rd | 6th | 9th | ||
| pH | None | 6.5-7.8 | 7.4 | 7.8 | 8.2 | 8.4 |
| aEC | µs/cm-1 | 3300 | 3450 | 4830 | 5280 | 5990 |
| COD | mgL-1 | 1124 | 197 | 565 | 789 | 858 |
| TDS | mgL-1 | 1770 | 2210 | 2432 | 2714 | 3178 |
| Color | Yellow | Colorless | Colorless | Colorless | Tint | |
| bColor @ λ max (nm)RY 145: 450 |
Absorbance @ λ max (nm) | 2.10 | 0.010 | 0.014 | 0.027 | 0.045 |
Table 5 shows the characteristics of effluent generated by the dye bath liquor that was reused up to nine cycles in the wash-off process. Results demonstrate that the Electrical Conductivity (EC), Total Dissolved Solids (TDS) and Chemical Oxygen Demand (COD) gradually increased with each successive reuse of the same dyebath liquor treated with electrocoagulation which is due to the build-up of impurities, dyes and chemicals after every reuse. The slight increase in pH after treatment may be due to the formation of H2 gas and buildup of OH- radicals (reduction at cathode) [38].
However, it did not affect the quality of dyeing up to 8 reuse cycles as indicated by the values of ΔE, K/S and wash fastness properties which were comparable with that of reference (fabric samples washed off by standard method).
Water saving: The savings in water consumption (calculated according to Eq. 3) due to the reuse of wash-off liquor up to nine cycles are shown in Figure 6-8. It can be seen that the water savings significantly increased with the rise in the number of reuse cycles and reached a value of 91.48% after consecutive reuses on the laboratory scale. This may help in its application on industrial scale because it not only conserves water but also reduces the wastewater treatment expenses by lowering the volume of residual washing liquor which needs to be treated before final disposal.

Figure 6. Color strength (K/S) of dyed samples up to nine reuse cycles.

Figure 7. Percentage of color removal efficiency each reuse cycle.

Figure 8. Water saving in multiple reuse cycles of electrocoagulation treatment.
This study shows that the wash-off dyebath liquor of Reactive yellow 145 can be successfully reused for 8 cycles in the subsequent wash-off process treated by electrocoagulation process. The best Color removal efficiency (98%) was achieved at pH 7, 10 minutes treatment time and current density of 90 A/m2. The dyed fabric washed off in each reuse cycle had good Color strength properties (K/S), industrially acceptable ΔE values (< 1) and excellent wash fastness properties.
The impurities added to the treated dye bath due to its repeated reuse did not affect the dyeing properties of the fabric as the ΔE value of all dyed fabric samples were ranged from 0.38 to 0.85 throughout 8 reuse cycles. The treatment and reuse of wash-off effluent enable saving a high quantity of freshwater consumption in dyeing and washing operations of textile industry. It will not only reduce the wastewater generation and fresh water consumption but also the pollution load in terms of COD, TDS and turbidity. Hence, the combination of dye bath treatment along with its repeated reuse provides and environmental friendly and economically viable alternative.
Authors acknowledge College of Earth and Environmental sciences, University of the Punjab, Lahore, Pakistan for providing all laboratory facilities to carry out the research work.
No potential conflict of interest was reported by the author.
Journal of Environmental Analytical Chemistry received 1781 citations as per Google Scholar report