Research Article - (2020) Volume 10, Issue 1
Received: 26-Dec-2019
Published:
03-Feb-2020
, DOI: 10.37421/jtese.2020.10.406
Citation: Subrata Kumar Saha, Jamal Hossen and Masudur Rahman ANM. Effect of Blend Ratio on Cotton-Modal Fibre Blended Ring-Spun Yarn Quality with Varying Modal Fibre Percentage. J Textile Sci Eng 10 (2020) doi: 10.37421/jtese.2020.10.406
Copyright: © 2020 Saha SK, et al. This is an open-access article distributed under the terms of the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original author and source are credited.
Fibre blend ratio is an important factor that determines the properties of spun yarn. Modal is a regenerated man-made fibre and free from short fibres, neps, and impurities. In this paper, the influence of modal fibre in cotton-modal fibre blend ratio on the blended yarn properties has been studied. Cotton-modal blended yarn with blend ratio of 80:20, 70:30 and 50:50 and 100% cotton yarn of 30 Ne were produced in ring spinning frame. The properties of fibres, slivers, rovings and manufactured yarns were tested by using the Uster HVI, Wrap reel, Wrap block, Uster Evenness tester-5 and Lea strength tester. The experimental results show that the yarn quality parameters such as Um%, CVm%, thick places, thin places, neps, Imperfection Index and hairiness of 100% cotton are higher than cotton-modal blended yarns. With the increase of modal fibre percentage, the quality of blended yarns has been improved than 100% cotton yarn. In regards to the CSP value, the cotton-modal blended yarns show an increasing trend with increasing modal fibre percentage in the blend ratio. It can be attributed that the absence of short fibres in modal fibre which phenomena contributes to the yarn properties with increasing the modal fibre percentage.
Cotton–modal blend ratio • Neps • Um% • CVm% • Imperfections.
In the textile industry, ring spinning is an important process involved to produce spun yarns of various qualities required for different applications from different natural or synthetic or regenerated fibres [1]. Cotton is a part of our daily lives from the time we dry our faces on a soft cotton towel in the morning until we slide between fresh cotton sheets at night. It has hundreds of uses, from blue jeans to shoe strings. Clothing and household items are the largest uses, but industrial products account from many thousands of bales. Cotton is considered as one of the best fibers due to its superior physical and mechanical properties such as, moisture absorbency, tensile properties, surface characteristics and its compatibility with many other natural and synthetic fibers.
The technological development has enabled the textile industry to produce numerous types of yarns and fabrics with special appearance by varying structure and product mix. Blending of different types of fibres is practiced to enhance the quality characteristics of yarn by incorporating desirable properties of constituent fibres and to reduce the cost [2,3]. Fibre blend ratio is an important factor that determines the properties of spun yarn and is specified by the types of fibres and their ratio in the resultant mixture [4-6]. Among the different blends cotton-polyester, cotton-wool, wool-acrylic, cotton-nylon, jute-acrylic, cotton -rayon etc. are common.
Modal fibre, a regenerated viscose fibre having better characteristics such as strength, moisture absorption, length uniformity, shrinkage, softness and appearance, is found to be compatible to blend with natural cotton fibre in different blend ratio to produce cotton-modal blended yarn. Modal yarn and cotton-modal blended yarn can be used to manufacture knitted fabric with desirable characteristics for various applications such as sports and casual, bed linen, and inner wears that shrinks less, softer to touch and more absorbent than fabric made from 100% cotton [7]. Comparison of quality characteristics of yarn and knitted fabrics made from 100% modal yarn and 100% cotton yarn are reported on several works [8]. But little work is found with regard to cotton-modal blended yarn and fabric. Different ratio of modal and cotton fibres are blended in blow room or draw frame to produced blended ring yarn in a ring spinning frame. Furthermore, the properties of the blended ring yarn also depend on the ring spinning process parameters such as spindle speed, traveller mass, top roller pressure and diameter, break draft and twist factor [9].
Blended yarn qualities such as tenacity, unevenness and hairiness highly depend on the fibre-material-dependent parameters such as blend ratio of fibres and the ring frame spinning machine setting parameters. The present study is aimed to investigating the effect of modal fibre percentage in blend ratio on properties of cotton-modal blended yarn and compare with 100% cotton yarn manufactured in ring spinning system.
The experimental part of the present study is to investigate the influence of modal fibres content in cotton-modal blends. The basic characteristics of fibers are given on Table 1. Here natural cotton fibres and modal fibres were processed according to ratio in spinning preparatory machines to produce slivers. Cotton-modal blended and 100% cotton slivers were produced with three different blending ratios as shown in Table 2. After sliver production, roving frame was utilized for producing 0.8 Ne rovings with 0.98 TM and ring spinning frame for spinning 30 Ne yarns with 3.5 TM.
| Fibre | Origin | Length (mm) | Strength (g/tex) | Fineness (µg/inch) |
|---|---|---|---|---|
| Cotton | USA | 30.33 | 30.7 | 4.67 |
| Modal | Austria | 38 | 35.2 | 3.6 |
| Type | Blending Ratio (Cotton: Modal) |
|---|---|
| 1 | 100:0 |
| 2 | 80:20 |
| 3 | 70:30 |
| 4 | 50:50 |
Following the yarn production, yarn samples were conditioned at 20±3°C temperature and (65±2) % RH according to the standard. Incipiently, yarn unevenness tests were carried out using Uster Tester 5. After then, tensile strength was done with the help of lea strength tester machine according to the standards. The performance of a yarn was calculated as an average of 10 samples measured using the above yarn quality testing equipment.
The test results of manufactured yarn properties are given in Table 3. According to the results shown in Figures 1 and 2, a higher portion of modal fiber in yarn caused lower irregularity. 100% cotton yarn has the highest value of Um% and CVm%. where as 50:50 cotton-modal yarn has the lowest than all blended yarns. The reason behind that is the length variation of cotton and modal fiber. This trend is contributed by the higher length uniformity and absence of short fibres in modal fiber compared to cotton fiber. With the increase of modal fibre percentage, the yarn shows better Um% and CVm%.
| Quality Parameter | Cotton-Modal Blend Ratio | |||
|---|---|---|---|---|
| 100:00:00 | 80:20:00 | 70:30:00 | 50:50:00 | |
| Um (%) | 13.04 | 11.65 | 10.8 | 10.21 |
| CVm (%) | 16.77 | 14.9 | 13.69 | 12.98 |
| Thin places (-50%)/1000 m | 13 | 5.8 | 3.65 | 2 |
| Thick places (+50%)/1000 m | 354.5 | 213 | 119.15 | 51.8.5 |
| Neps (+200%)/1000 m | 477 | 308.5 | 278.5 | 143.3 |
| Imperfection index | 844.8 | 527.3 | 401.3 | 197.1 |
| Hairiness (H) | 5.4 | 5.07 | 4.85 | 4.74 |
| CSP | 2012.35 | 2190.66 | 2350.18 | 2624.86 |
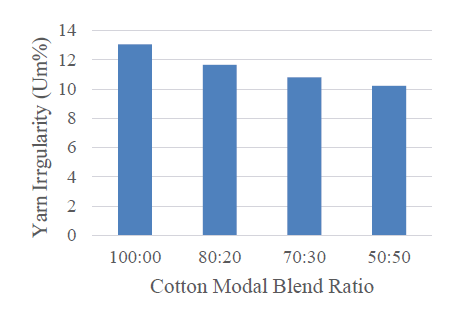
Figure 1: Irregularity values.
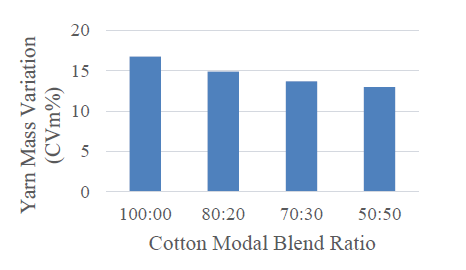
Figure 2: Mass variation values.
Figures 3 and 4 show that the thin places and thick places are higher in 100% cotton yarns and gradually decrease with the increase of modal fibre percentage in the blended yarn. Short fibres content, which creates more floating fibres in the drafting system, is not present in modal fibre, and this leads to lower yarn thin places and thick places. Figure 5 show the amount of neps is higher in 100% cotton yarn than other cotton-modal blend yarn. Cotton fibre contains a huge amount of neps where modal fiber contains no neps as a result, neps are decreasing with the increase of modal fiber percentage.
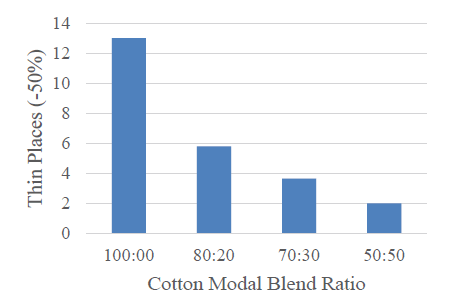
Figure 3: Thin place values.
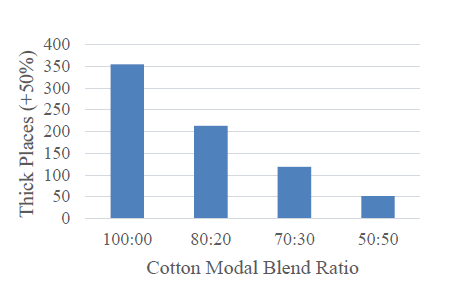
Figure 4: Thick place values.
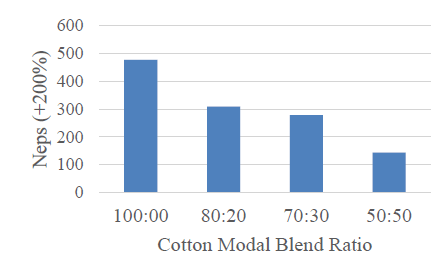
Figure 5: Neps values.
In the Figure 6, imperfection index decreases with the addition of modal fibre portion in blended yarn. This occurs because of higher length and length uniformity, absence of short fiber and neps present in modal fiber. Figure 7 clearly shows that as the percentage of modal fibre increase in the blend ratio, the average values of the hairiness index of blended yarn decrease. This is due to the fact that the length and length uniformity index of modal fibre is higher than cotton fibre. It can be observed from Figure 8 that as the percentage of modal fibre increase in the blend ratio, the average values of tenacity of cotton-modal blended yarn increase. The reason behind of this is the strength, length and length uniformity of fibres, which contributes directly towards yarn strength, are better in modal fibre than cotton fibre. In addition to this, modal fibre was also finer than cotton fibre. The number of finer modal fibre in blended yarn may increase as the proportion of modal fibre increases in the blend ratio and may lead to the improvement of tenacity.
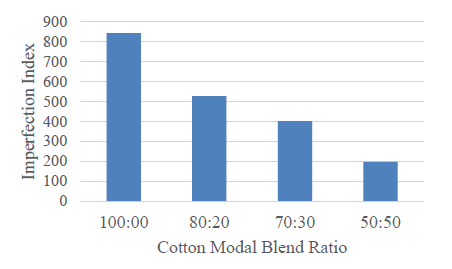
Figure 6: Imperfection values.
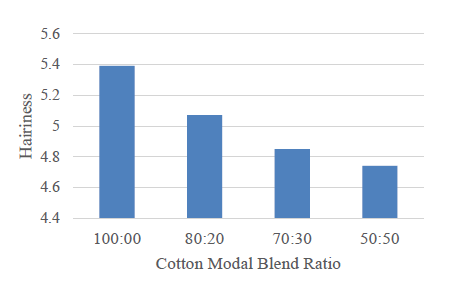
Figure 7: Hairiness values.
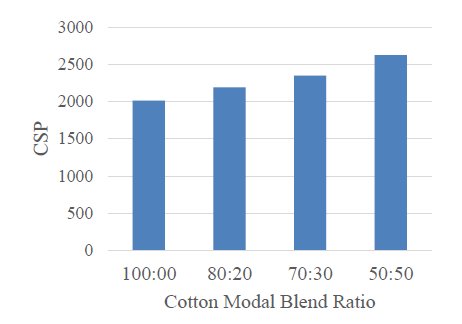
Figure 8: CSP values.
In this work, three different cotton-modal blend yarns were manufactured and their characteristics were compared with that of 100% cotton yarn. Modal is a regenerated man-made fibre and it has no short fibres, neps, impurities compared to cotton. Yarn quality parameters such as U%, CVm%, thick places, thin places, neps and hairiness of 100% cotton yarn is higher than cotton-modal blended yarn. With the increase of modal percentages in yarn parameters shows better result than 100% cotton. The CSP value of the cotton-modal blended yarn shows increasing trend with increasing the modal fibre percentage than 100% cotton yarn because the length and strength of modal fibres is higher than cotton fibre.
Journal of Textile Science & Engineering received 1008 citations as per Google Scholar report