Abdul B Shakir
Nanocrystalline materials such as Sn doped In2O3 Indium Tin Oxide (ITO) were prepared by this Combustion technique and characterized. Presence of electronic centers in Nanocrystalline ITO is observed from Raman studies and the same has been confirmed by photoluminescence studies.
Muhammad Zain Bin
The oxidation properties of ITO were studied by X-ray Diffract meter grain sizes are confirmed by structural studies. As against the expectation of oxide on individual Nano grains of In-Sn alloy, ITO Nano grains grew into faceted Nano grains on heat treatment in air and O2 atmosphere.
Muhammad S Masood
The growth of ITO under O2 atmosphere showed pentagon symmetry. This Nanocrystalline ITO has been studied using Electron paramagnetic resonance (EPR) measurements.
Jaya Mouna
Structural studies by X-Ray Diffraction (XRD) showed the presence of dominant β phase with a minor quantity of α phase. In EPR, isotopic chemical shift peaks were observed and they are assigned to originate from the α, β phases of ITO and grain boundary component respectively. From this study, different atomic arrangements were identified in grain boundaries compared to the same within the grain in Nanocrystalline ITO.
Mohamed B Saleem
The atomic arrangement in the grain boundary seems to be somewhat different from regular periodic arrangement whereas inside the grain there is a good periodic arrangement of atoms. Above 5 mol%, Sn ions form correlated clusters, which lead to broadening. These EPR spectra were formed to contain two different components, one from the single isolated ions and the other from the clusters.
DOI: 10.37421/2476-2296.2022.9.226
DOI: 10.37421/2476-2296.2022.9.227
DOI: 10.37421/2476-2296.2022.9.228
DOI: : 10.37421/2476-2296.2022.9.231
DOI: 10.37421/2476-2296.2022.9.232
DOI: 10.37421/2476-2296.2022.9.233
DOI: 10.37421/2476-2296.2024.11.323
DOI: 10.37421/2476-2296.2024.11.324
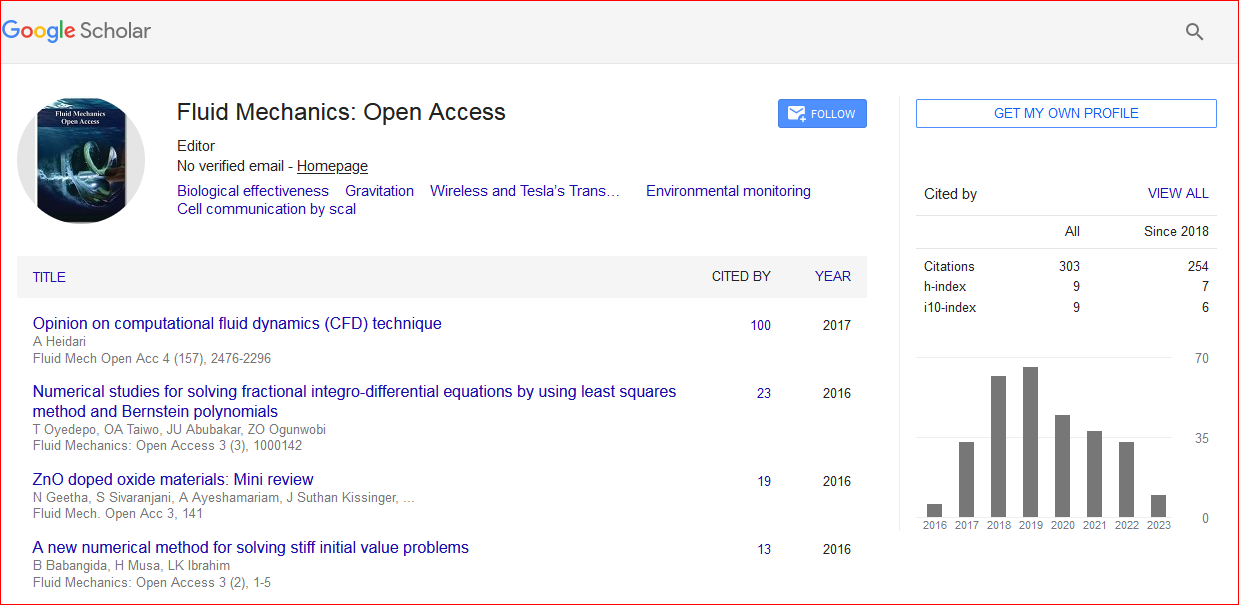
Fluid Mechanics: Open Access received 291 citations as per Google Scholar report

 Spanish
Spanish  Chinese
Chinese  Russian
Russian  German
German  French
French  Japanese
Japanese  Portuguese
Portuguese  Hindi
Hindi 